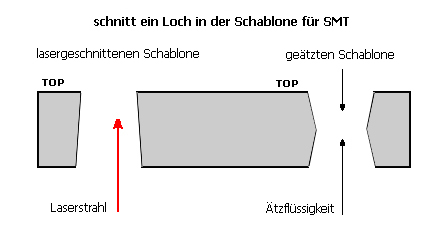
 Steigende Anforderungen an die Funktionalität, zusammen mit der fortschreitenden Minimalisierung von Bauteilen bringen neue Anforderungen an die LP-Fertigung und Bestückung. Die schrumpfenden Gehäusen den halbleitenden und passiven Bauelementen bringen die Probleme mit der Genauigkeit des Bestückungs und auch für die Vorbereitung der Leiterplatte vom Lotpastendruck. Der Lotpastendruck auf die SMD-Flächen wird in der Regel durch eine Metall-Schablone mit verschneidenen Löchern durch verschiedene Technologien getan. Typisch werden die Schablonen durch ätzen der Zinn-Bronze Folie oder Alpaka-Legierung durch die photolitografisch-herstellte Maske getan. Diese bewährte und geprüfte Technologie genügte für viele Jahren. Sie war ziemlich genau für die Kunden und ekonomisch ertragbar für den Erzeuger. Mit der steigenden Anzahl von Komponenten in den BGA und MikroBGA Gehäusen ist diese Technologie an die Grenze den technologischen Möglichkeiten gekommen. Die Aufhaltung der Toleranz von geätzten Löchern und die Form der Ätzkante bringen keine zuverlässige und gleichmäßige Pastabeschichtigung auf den Mikroflächen. Aus diesen Gründen installieren die qualifizierten Fertigungsstellen Laser-Schneiden Technologien und benutzen qualitätsvolle, edelstahle Folien.
Steigende Anforderungen an die Funktionalität, zusammen mit der fortschreitenden Minimalisierung von Bauteilen bringen neue Anforderungen an die LP-Fertigung und Bestückung. Die schrumpfenden Gehäusen den halbleitenden und passiven Bauelementen bringen die Probleme mit der Genauigkeit des Bestückungs und auch für die Vorbereitung der Leiterplatte vom Lotpastendruck. Der Lotpastendruck auf die SMD-Flächen wird in der Regel durch eine Metall-Schablone mit verschneidenen Löchern durch verschiedene Technologien getan. Typisch werden die Schablonen durch ätzen der Zinn-Bronze Folie oder Alpaka-Legierung durch die photolitografisch-herstellte Maske getan. Diese bewährte und geprüfte Technologie genügte für viele Jahren. Sie war ziemlich genau für die Kunden und ekonomisch ertragbar für den Erzeuger. Mit der steigenden Anzahl von Komponenten in den BGA und MikroBGA Gehäusen ist diese Technologie an die Grenze den technologischen Möglichkeiten gekommen. Die Aufhaltung der Toleranz von geätzten Löchern und die Form der Ätzkante bringen keine zuverlässige und gleichmäßige Pastabeschichtigung auf den Mikroflächen. Aus diesen Gründen installieren die qualifizierten Fertigungsstellen Laser-Schneiden Technologien und benutzen qualitätsvolle, edelstahle Folien.
Zur Gewährleistung der besseren Bedienbarkeit den EMS-Dienstleister etschied sich die Firma PragoBoard Ltd. zur Ausrüstung mit den Geräten zur Laserschneiden von Schablonen. Unser Ziel war eine hochspezialisierte Fertigungsstelle bauen, die die hochwertigsten Schablonen produzieren wird, und die auf die Bedürfnisse den Kunden reagieren könnte. Wir bauen auf den Kenntnissen den Datenformaten für die Projektion den Leiterplatten benutzt und auf der Verständnis den Bedürfnisen und Wünschen den Kunden auf. Bei der Auswahl des Gerätes die Kriterien waren die Wünsche den Kunden: die Sicherung der Maßgenauigkeit und bleibende Einhaltung des Taper-Winkels. Die Wahl fiehl auf das Gerät LaserCut III, das alle Anforderungen erfüllt. In dieser Zeit haben wir im Betrieb zweite, mederne Maschiene Tannlin TX PROi. Das Vorteil dieser Maschiene ist nicht nur die Geschwindigkeit, Genauigkeit und die Sauberkeit des Schneidens, sondern auch die Kamera, die on-line die geschnittenen Flächen beobachtet und im Fall der Uneinigkeit mit dem Original sie nachfolgend korrigiert. Ein Bestandteil der Maschiene ist eine automatische Einlegevorrichtung für die bedienungsfreie Bearbeitung den Aufträgen.
Im Bezug zu der Anforderung auf die Maschine für SMT-Schablonen, ist wichtig eine Reihe von Kriterien.
1. Die Maß der Schnittfläche
2. Schnittgeschwindigkeit/ Anzahl den geschnitzten Flächen pro Stunde
3. Positioniergenauigkeit und Wiederholbarkeit der Laser-Position
4. Taper-Wiknel ( Winkel der Kante )
Während die ersten zwei Parametern für die Schablonenhersteller wichtig sind, und die Efektivität der Fertigung sichern, die anderen sind besonders für die Benutzer- EMS-Dienstleister wesentlich.Besonders der letzte Parameter erfordert besondere Aufmerksamkeit. Dies ist der Winkel den Schnittkanten, der die problemlose Trennung der Pasta von der Schablone sorgt und damit den mehrfachigen Druck ohne die Notwendigkeit die Schablonen zu putzen. Die stabile Aufhaltung des Winkels auf der ganzen Schablonenfläche ist immer noch nicht bei allen Maschinen selbstverständlich, die Ungenauigkeiten können die Schablonenqualität und damit die Verlötung den bestückten Leiterplatten beeinflussen.


 Sitz der Gesellschaft :
Sitz der Gesellschaft : Betriebsstätte :
Betriebsstätte :



